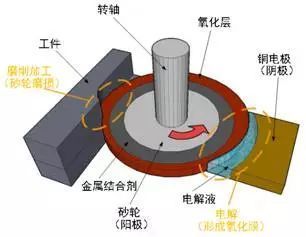
目前集成电路制造中主要使用直径为12英寸的大尺寸晶圆,且晶圆尺寸还有逐渐增大的趋势,为了解决超薄化的大尺寸晶圆容易翘曲和碎片的风险,晶圆背面留边磨削技术应运而生,图1.6为晶圆背面留边磨削技术的原理,晶圆背晶留边磨削面形仿真与控制面留边磨削是一种基于自旋转磨削原理的无载体晶圆减薄新方法,这种方法也被称为TAIKO工艺,目前已在功率器件等半导体行业得到应用。
 1、磨削加工表面形成机理
1、磨削加工表面形成机理磨床是加工精细设备及其他配件的精密加工,例如滑动轴承的轴瓦配合处的细磨光洁度,油封与轴配合处的光洁度等地方都需要高精度的磨削。磨削原理就是砂轮的外周有许多锋利的小刀,像铣刀哪有,在砂轮做高速圆周运动的过程中这些无数的小刀对金属表面进行刻划,切削等加工,由于这些小刀的数量是非常的多,所以被加工表面的光洁度就很好。
 2、nx凸轮抖动磨削原理是什么
2、nx凸轮抖动磨削原理是什么实现凸轮表面的磨削。NX凸轮抖动磨削是一种凸轮轴加工的方法,主要用于提高凸轮的加工精度和表面质量,该方法的原理是利用磨削头的偏心性,使磨削头在转动时产生抖动,从而实现凸轮表面的磨削。NX是一款集成化的计算机辅助设计/计算机辅助制造软件,它是一种先进的三维设计软件,广泛用于工程设计和制造领域,可以实现数字化建模、装配、工程分析、工艺规划、数控编程及其它与设计制造相关的任务。
3、砂带磨削加工机理是什么原理?砂带磨削加工机理:砂带磨削是砂带这一特殊形式的磨削工具,借助于张紧机构使之张紧,和驱动轮使之高速运动,并在一定压力作用下,使砂带与工件表面接触以实现磨削加工的整个过程。广义地讲,砂带磨削与砂轮磨削同样都是高速运动的“微刃切削刀具”――磨粒的微量切削而形成的累积效应,因而其磨削机理大致上也是相同的,但由于砂带本身的构成特点和使用方式不同,使砂带磨削不论是在磨削加工机理方面,还是其综合磨削性能方面都有别于砂轮磨削,这主要表现在:1)砂轮磨削是刚性接触磨削,而砂带磨削则是弹性接触磨削,而且即使是在使用无弹性的钢制接触轮的情况时也是如此,因为组成砂带的基材、粘结剂都具有一定的弹性,更何况大多数情况下都采用有弹性的橡胶作接触轮。
